
機械彫刻の文字を再現したフォントを制作しています。現在ベータ版を公開しており、正式版となるまでには年単位の制作期間を要します。
機械彫刻と機械彫刻用標準書体
機械彫刻とは
平面彫刻機と呼ばれる工作機械を使用して物品に文字(あるいは記号)を彫刻する加工のことを、機械彫刻といいます。次の図は平面彫刻機の模式図であり、彫刻する文字の形に関わる部分を抜粋して描いています。
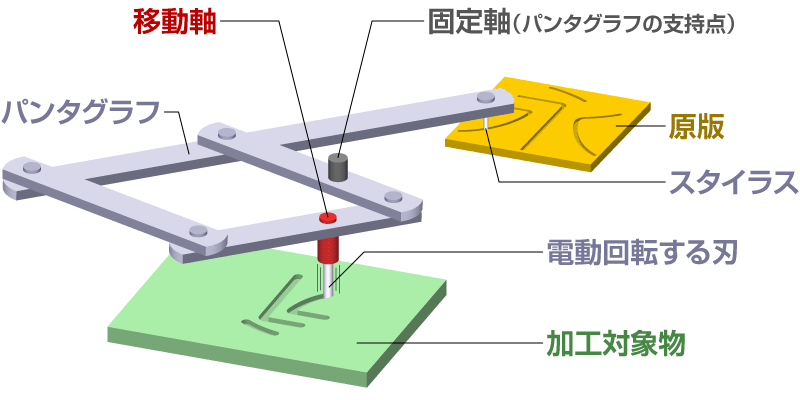
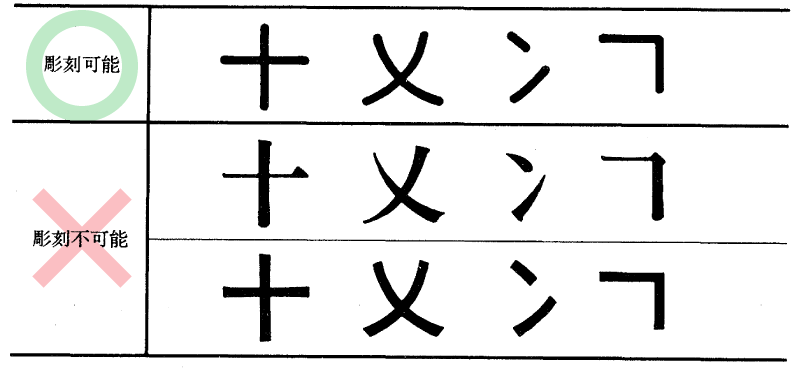
図のとおり、機械彫刻で明朝体や角ゴシック体を表現することはできません。丸ゴシック体であっても、印刷用の書体は視覚的に均一に見えるよう字画の太さに抑揚があり、起終筆の丸みも自然に見えるよう調整されていますので、機械彫刻の文字とは異なります。
現代では、刃の移動をコンピュータ制御するNC彫刻や、刃物を使用せずより自由な表現ができるレーザ彫刻が広く用いられていますが、加工対象物などの条件によっては、平面彫刻機による機械彫刻も現役で用いられているようです。
機械彫刻用標準書体
印刷や機械加工の技術が現代ほど発達しておらず、物品に文字表現を加える手段が限られていた20世紀には、機械彫刻はより需要の大きな産業だったといえます。その機械彫刻の生産性や合理化のために、機械彫刻のための書体「機械彫刻用標準書体」が日本産業規格(JIS/当時は日本工業規格)に定められました。
| 規格 | 適用範囲 | 制定・改正 |
|---|---|---|
| JIS Z 8903 | 常用漢字 | 1969年制定(当時は「当用漢字」)、1984年改正 |
| JIS Z 8904 | カタカナ | 1976年制定 |
| JIS Z 8905 | 英数字 | 1976年制定 |
| JIS Z 8906 | ひらがな | 1977年制定 |
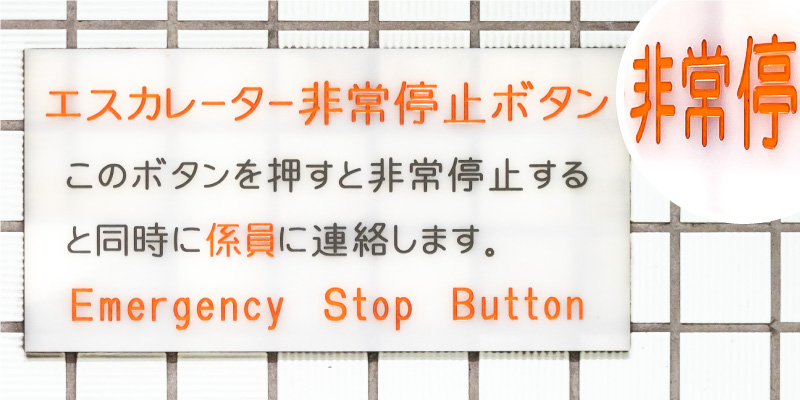
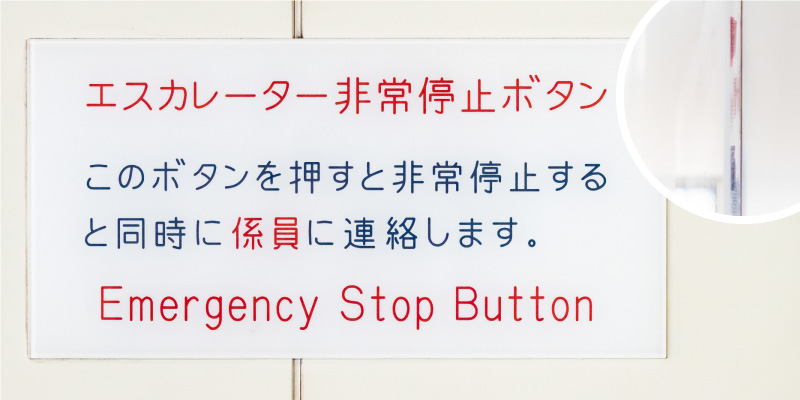
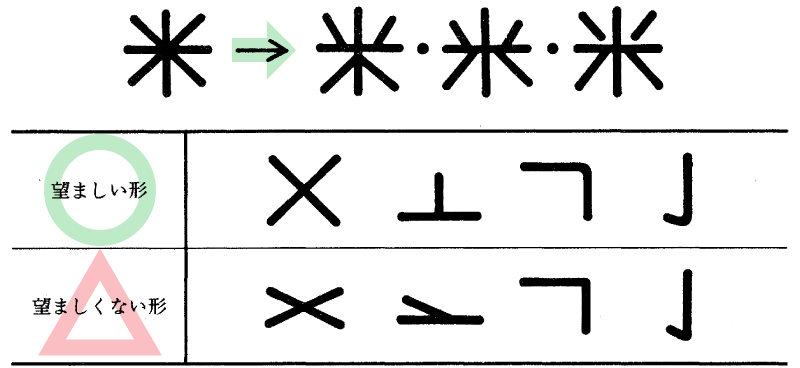
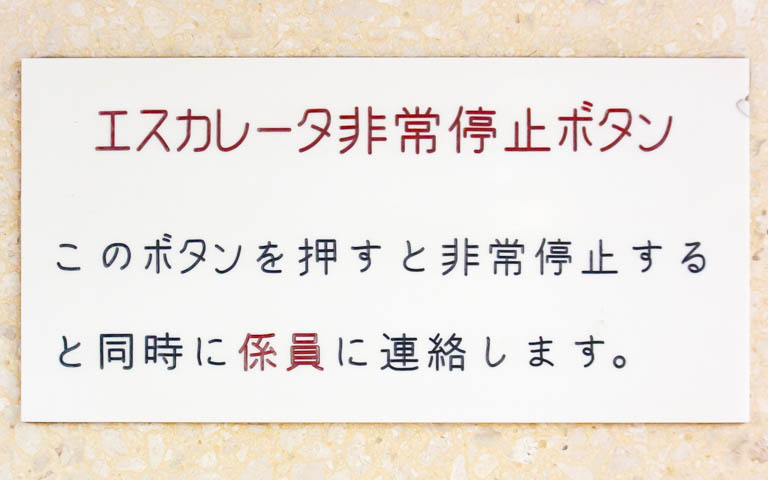
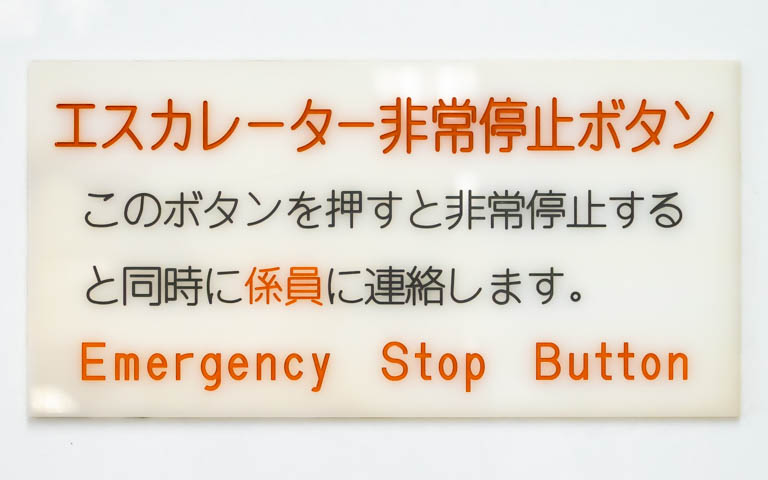
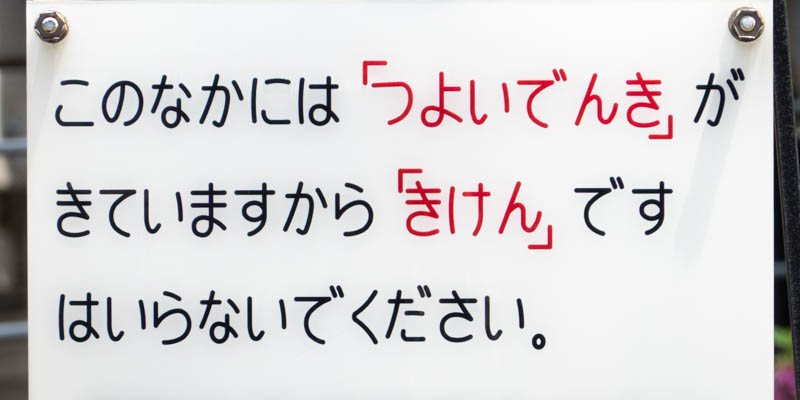
冒頭の写真の「エスカレーター非常停止ボタン」の文字も機械彫刻用標準書体です(英字は若干異なります。)。機械彫刻用標準書体は以下のような技術的制約を考慮した設計がなされており、独特な機能美が感じられます。
なお、「機械彫刻用標準書体」が機械彫刻の文字全般の呼称であると誤解されることがありますが、上述のとおり JIS に定められた特定の書体を指します。
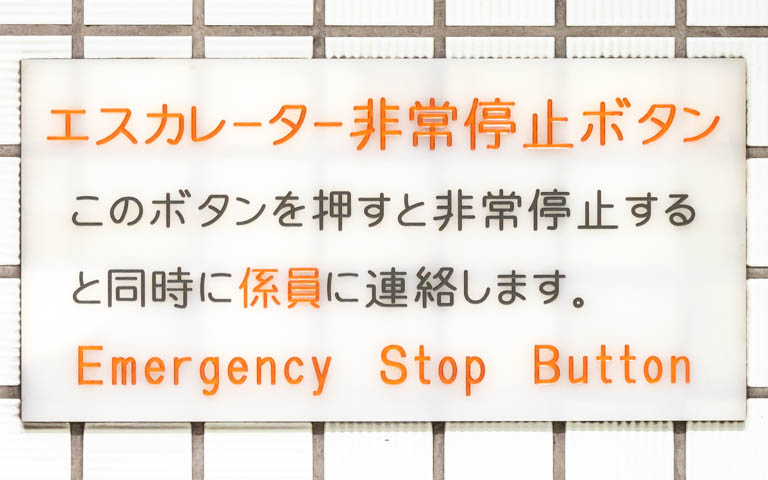

※英字は機械彫刻用標準書体と若干異なります。
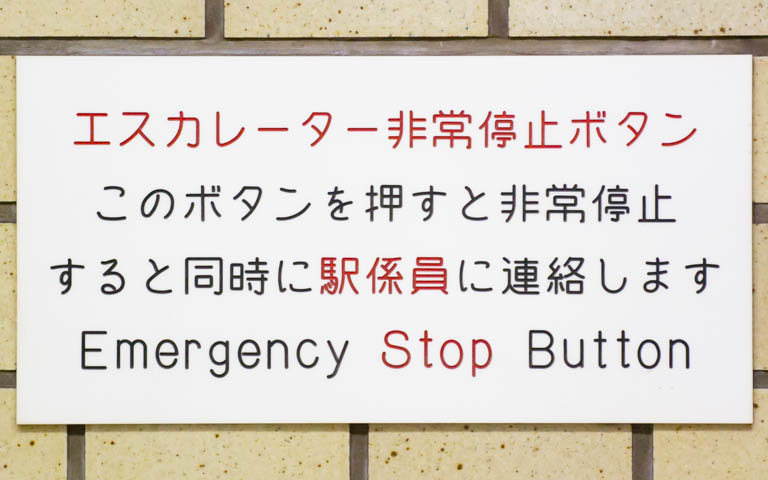
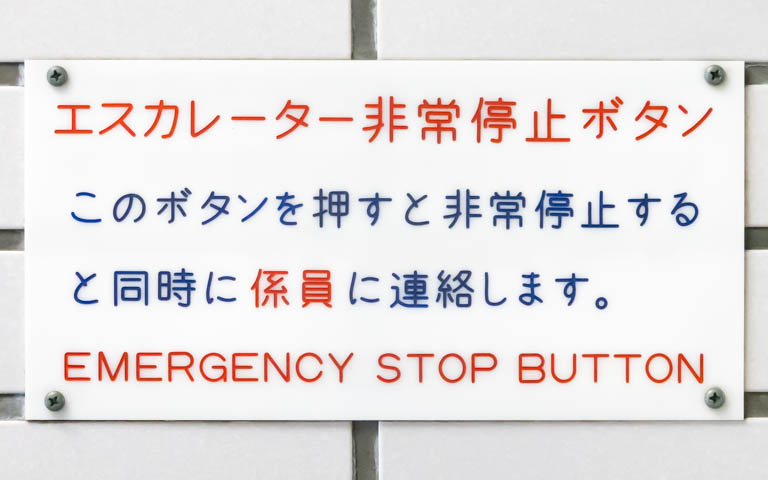
※4枚目の漢字は機械彫刻用標準書体です。
簡易字体
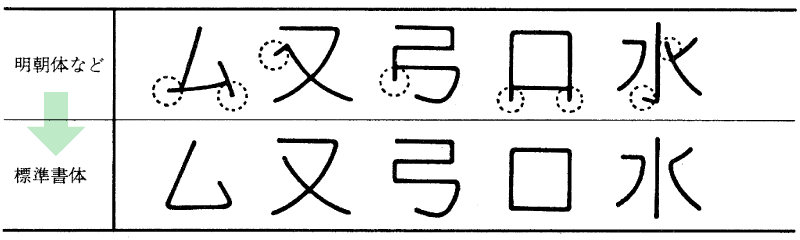
機械彫刻用標準書体の大きな特徴として、一部の漢字に簡易字体(略字)が定められています。それらは「現在社会一般に書き文字として慣用されている簡易な字体」とされていますが、21世紀の現代においてはほとんど目しないものもあります。
| 通用字体 |
|---|
|
|
| 簡易字体 |
|
|
1969年の JIS Z 8903 初版では、簡易字体を採用した字種には簡易字体しか掲載されていませんでした。1984年の改正で、通用字体が追加され、そちらが原則となりましたが、簡易字体も使用条件付き(文字の大きさが 5 mm 以下で注文者の指定のない場合に用いる。)で引き続き掲載されています。
参考文献
- JIS Z 8903 機械彫刻用標準書体(常用漢字)
- 日本産業標準調査会のウェブサイトにて閲覧できます(要利用者登録)。国立国会図書館では、1969年の初版(当用漢字)を閲覧・複写することができます(要来館又は郵送)。
- JIS Z 8904 機械彫刻用標準書体(かたかな)
JIS Z 8905 機械彫刻用標準書体(アラビア数字・ローマ字)
JIS Z 8906 機械彫刻用標準書体(ひらがな) - 日本産業標準調査会のウェブサイトにて閲覧できます(要利用者登録)。
- もじ部 書体デザイナーに聞くデザインの背景・フォント選びと使い方のコツ(雪 朱里・グラフィック社編集部/書籍の Facebook ページ)
- 機械彫刻用標準書体制定の経緯について、東京工業彫刻協同組合への取材などによって調査したレポートが掲載されています。規格化された書体とは大きく異なる初期の原図まで紹介されており、必見です。また、実際に原版を作製して樹脂プレートに文字を彫刻し、色入れして完成させるまでの様子も解説されており、機械彫刻についてよく理解できます。
- 吾妻工業のお役立ちコラム(吾妻工業株式会社)
- 機械彫刻を手掛ける加工会社のウェブサイトのコラム。機械彫刻機の仕組みの記事には写真付きの解説があります。
再現フォント
個人の活動として、機械彫刻の文字を再現したフォントを作成しています。
フォント設計
全ての字画が一定線幅で、その先端は半円形という、機械彫刻の文字を再現しています。デザインは機械彫刻用標準書体をベースとしていますが、後述のとおり独自の調整、改良を加えています。
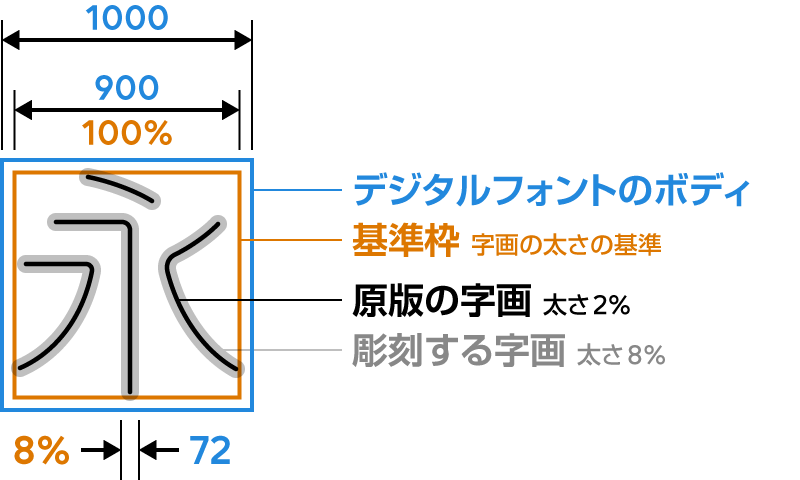
機械彫刻用標準書体の JIS 規格票では、「基準枠」の中に原版の字形が示されています。原版の字画の太さは、基準枠の一辺の長さの 2% です。そして、彫刻する字画の太さは原則として 8% とされています。
本フォントでも、字画の太さは 8% としました。基準枠の大きさをそのままデジタルフォントのボディにすると字画がはみ出してしまうため、基準枠の大きさボディの9割としました。したがって、ボディに対する字画の線幅は1000分の72となっています。
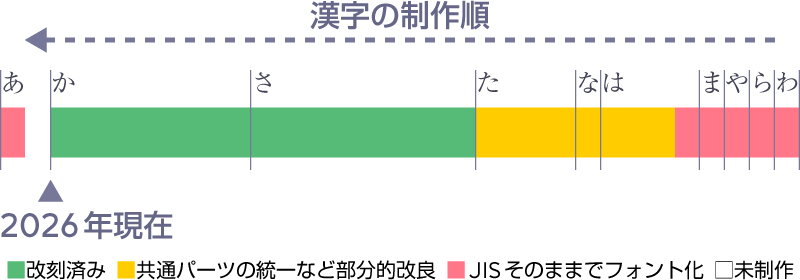
令和の改刻
機械彫刻用標準書体は〝書体〟であるものの、一般の印刷用書体ほどの慎重なデザインはされていません。JIS の解説には、「例えば、長短・方向(水平・垂直であるべき点画を除く。)・曲がり具合、釣合い、点画と点画が付いているか、離れているか、など微妙な点にいたるまで、厳密に規定することはできない」とあります。実際、JIS 規格票の機械彫刻用標準書体には、共通するパーツを持つ漢字同士の統一感のなさ、字面の大きさや寄り引き(上下左右への重心の偏り)の不均一など、視覚的なばらつきが多く見られます
実物の機械彫刻の文字であれば、ばらつきもまた好ましく見えるのですが、それは実物の材質と加工があってこその良さです。そのままの字形をトレースしたのでは、デジタルフォントとして満足な品質にはなりません。
そこで本フォントでは、機械彫刻用標準書体をベースにしつつ、特に漢字において独自の調整、改良を加えています。格好をつけていえば、「令和の改刻」です。
比較画像から例を挙げると、全体的なプロポーションや偏と旁のバランスの調整、共通するパーツのデザイン統一のほかに、次のような点を改良しています。
- 「拡」などは上に、「核」などは下に寄って見える。
- 「閣」の字面が小さいなど、字面の大きさが不均一。
- 「殻」「喝」「褐」はいずれも重心が下寄りで、字面が小さく、角丸が大きい。
「殻」「喝」「褐」は、1984年の JIS 改正時に追加された字です。この3字に限らず、改正時に追加・修正された字は、JIS 規格票の中で1969年の初版の字とテイストが異なります。本フォントでは、1969年の初版のテイストを基本に、その理想的な字形を具現化するという方針で改刻を行っています(「理想的な字形」があくまでフォント制作者の独自解釈であることは御留意ください。)。
OpenType 機能
機械彫刻用標準書体の特徴である簡易字体の再現などのため、本フォントは OpenType 機能による異体字切り替えを実装しています。本フォント特有の異体字はスタイルセットにて切り替えできます。
以下、スタイルセット番号をタグ名「ssNN」(NN は数字)で表記します。
漢字の簡易字体等
| 基底グリフ |
|
|---|---|
| ss01 JIS の簡易字体 |
|
| ss02 独自の簡易字体 |
|
| ss03 独自の簡易字体 |
|
| ss05 独自の通用字体化 |
|
ss01 が JIS に掲載されている簡易字体です。一部の漢字には別の簡易字体を独自に追加し、それらは ss02, ss03 としました。
ss05 は、簡易字体とは逆に、一般の印刷文字に近付けた形を独自に追加したものです。
なお、ss02 や ss05 の中には、完全な独自ではなく、JIS の改正により字形が変わった字を両方収録したものなどもあります。
詳細は漢字の異体字一覧を参照してください。
濁点・半濁点
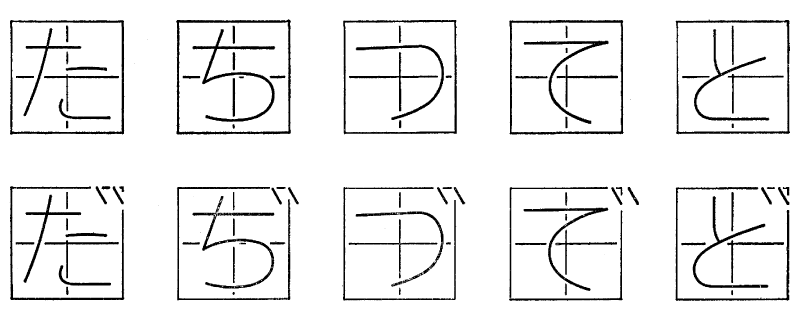
これを正方形のボディを持つデジタルフォントに採用すると、濁点が隣の字と接触する、あるいは接触しなくとも隣の字に属する記号に見えるといった不都合が生じます。
| (清音) |
|
|---|---|
| 基底グリフ |
|
| ss11 |
|
| ss12 |
|
本フォントでは、濁点を正方形のボディに収め、不自然のない配置にしたものを通常のグリフとして収録しました。濁点をボディに収めたことで干渉するものは、本体の仮名の字形を若干変化させてあります。
JIS 規格票どおりの字形は異体字として収録しています。ss11 はボディが正方形で濁点がはみ出すグリフ、ss12 はボディの幅を拡大して濁点を収めたグリフです。
長体仮名フォント
| 正体フォント |
|
|---|---|
| 3/4かなフォント |
|
| 2/3かなフォント |
|
| 正体フォントを変形 (彫刻不可) |
|
デジタルフォントでは文字を水平・垂直方向に自由に拡大縮小することができますが、本フォントにそのような変形処理を行った場合、縦横の線幅に違いが発生し、実際の機械彫刻ではあり得ない形状となってしまいます。
そこで、最も需要があるであろう長体の仮名を、別フォントとして用意しました。この長体仮名フォントには縦組み用字形を収録していません。
近年ではこのような用途に対応できるバリアブルフォントが急速に普及していますが、現在のところ本フォントにおいてバリアブルフォントを制作する予定はありません。
ダウンロード
本フォントは商用、非商用を問わず無償で使用できます。使用条件の詳細は同梱のテキストファイルに記載してあります。
本フォントはベータ版であり、収録字種が限られています。
TrueType 版は、CAD ソフトウェア等で使用する需要を鑑み、暫定的に提供しているものです。
| 基本フォント | TrueType 版(暫定) | |
|---|---|---|
| フォント名 | f.k 機械彫刻 | f.k 機械彫刻 TTF |
| f.k Kikai Chokoku | f.k Kikai Chokoku TTF | |
| ファイル | fk-kikaichokoku-v0320.zip (764 KB) | fk-kikaichokoku-ttf-v0320.zip (812 KB) |
| 形式 | OpenType (PostScript) | TrueType |
| バージョン | 0.320 | |
| 公開日 | 2026年4月10日 | |
| 収録字種 | 2,663グリフ(漢字 2,023/ひらがな 142/カタカナ 148/半角英数字 84/全角英数字 72/約物・記号ほか 128/その他 66) | |
| 長体仮名フォント | ||
|---|---|---|
| 3/4かな | 2/3かな | |
| フォント名 | 機械彫刻用標準書体 3/4かな | 機械彫刻用標準書体 2/3かな |
| Kikai Chokoku JIS Condensed Kana | Kikai Chokoku JIS Extra Condensed Kana | |
| ファイル | ki-cho-jis_cn_xcn_20180924.zip (39 KB) | |
| 形式 | OpenType (PostScript) | |
| バージョン | 0.900 | |
| 公開日 | 2018年9月24日 | |
| 収録字種 | 231グリフ(ひらがな 84/カタカナ 90/半角数字 10/全角数字 10/約物・記号ほか 37) | |
バージョン履歴
| バージョン | 公開日 | 追加字種 | 変更字種 | 備考 |
|---|---|---|---|---|
| 0.320 | 2026年4月10日 | 化加仮何花佳価果河科夏家荷華貨渦嫁暇禍靴寡歌箇稼蚊我芽雅餓灰会快戒改怪拐悔海界皆絵階塊壊懐貝劾害涯街慨該概垣殻閣嚇撹攪額掛喝渇滑褐刈干刊汗肝官冠巻看陥乾勘患貫寒堪敢棺款閑勧寛感慣歓憾簡観艦鑑含眼頑顔願𮶙𲇕 | 下火架課画賀介回械開外各角拡革格核郭覚較隔確獲穫学岳楽潟括活割轄且株甘缶完喚換間漢管関監緩還館環丸岸岩监 | |
| 0.310 | 2025年6月22日 | 忌汽奇祈季飢鬼旗騎騎磯磯宜偽欺義疑儀戯擬犠議菊吉喫詰却客脚虐久弓丘休吸朽求究泣急級糾救球窮牛去巨居拒拠挙虚許距魚漁凶叫狂享協況峡挟狭恐胸脅教郷境橋矯鏡競響驚仰暁業凝曲玉斤均均近菌勤琴筋襟吟銀 | 企危机気岐希紀軌既記起帰基寄規喜幾揮期棋貴棄器器輝機機機機技九及旧宮御共京供恭強局極金禁紧謹 | |
| 0.301 | 2024年1月27日 | — | — | 不具合修正 |
| 0.300 | 2024年1月3日 | 区句苦駆駆具愚偶遇隅屈掘繰繰君訓勲薫軍郡群兄刑径茎型契恵啓掲渓経蛍敬景軽傾慶憩鶏芸鯨劇劇撃激穴血決傑潔犬件見券肩建研県倹兼剣軒健険圏堅坚嫌献絹遣権憲賢䝨謙鍵繭顕験験懸幻玄言弦限原現減厳󠄁󠄁 | 空形系係携継警迎欠結月検元 | |
| 0.290 | 2023年4月10日 | 岡戶孤孤弧弧涸湖雇誇錮鼓顧胡娯悟碁吾工󠄁孔功巧好考坑孝抗攻拘肯侯厚恒洪皇紅荒郊香候校耕航貢降高髙康控黄慌港硬絞項溝鉱綱酵酵稿興衡鋼講購拷剛豪克告国黒穀酷酷獄骨込頃今𫝆困梱昆恨根婚混紺魂墾懇巳沪沪󠄁△▷▽◁󠄁󠄁 | 己戸古呼固故枯個庫五互午呉後語誤護口工公広甲交光向后江行更効幸構号合刻 | の符号位置はそれぞれ U+E000, U+E001 |
| 0.280 | 2022年11月12日 | 佐査砂沙唆詐鎖座挫妻砕宰栽彩採済祭斎齋齋󠄁細菜最裁債催歳載際埼在材剤罪崎﨑﨑󠄁碕削昨索策酢酢搾錯咲柵栅冊札刷殺察撮擦雑皿山参桟蚕惨産傘仐散算酸酸賛暫斬峻竣齊齊󠄁󠄁 | (省略) | |
| 0.271 | 2022年5月3日 | 酌需儒酬醜襲襲遵醸嘱耺震 次󠄀次󠄁碰󠄀璽󠄁叱叱󠄁𠮟社者射󠄁邪󠄁邪󠄂弱󠄁主󠄁住󠄀所󠄁所所㪽𠩄𠩄𫝂󠄂𫝂󠄀𫝂󠄁𫠦𬻐𬻐󠄀𬻐󠄁涉捗捗⻝神 |
||
| 0.270 | 2022年4月10日 | 子氏仕史司矢旨死糸至伺志私刺始姉枝祉肢姿思施師紙脂視紫詞歯嗣試詩資飼誌雌賜諮寺次耳似児侍治持時滋慈辞璽識失室疾執湿漆実芝写社舎者射捨赦斜煮遮謝邪蛇勺尺借酌釈爵若弱寂手守朱取狩首殊珠種趣受授需儒樹収囚州舟秀周宗拾秋臭修終習週就衆集愁酬醜襲汁充住柔従渋銃獣縦叔祝淑粛縮塾熟出述俊瞬旬巡盾准殉純循順潤遵処庶暑署緒諸如助序叙徐除升召匠床抄肖尚招承昇宵将消症祥笑唱商渉章紹訟勝掌晶焼焦硝粧詔象傷奨詳彰障衝賞償礁鐘丈冗条状城浄剰畳蒸縄壌嬢錠譲醸色食植殖飾触嘱織職辱心伸臣身辛侵津神唇娠振浸真針深紳進森診寝慎審震薪親人刃仁尽迅甚陣尋 遠可過解幹逆給供極緊計欠検源谷差作弛紧 |
||
| 0.260 | 2020年3月8日 | 図吹垂炊帥粋衰推酔遂睡穂錘随髄枢崇数据杉寸畝瀬是世声姓征性青斉政星牲省逝清盛婿晴勢誠精誓静請整税夕斥昔析隻席惜責跡積績籍切折拙窃接雪摂節説舌絶川仙占先宣専洗染扇栓旋船戦践銭銑潜遷選薦繊鮮前善然禅漸繕阻祖租素措粗組疎訴塑礎双壮早争走奏相荘倉捜挿桑掃曹巣創喪葬僧想層総遭槽燥霜騒藻造像増憎蔵贈臓即足促則息速側測俗族属賊続率存孫尊損酔雪選操燥霜騒藻𭕛尊 火菓金自軸重㔟 |
||
| 0.250 | 2018年11月27日 | 㐧丹他代但卓単台嘆団堕壇太奪妥宅対弾待怠惰態打択担拓探断暖替棚段沢泰淡滝滞濁濯炭男短第第耐胆胎脱袋託誕談諾貸退逮達鍛隊題駄駄 | ||
| 0.240 | 2018年9月24日 | 数字(0–9)の等幅半角字形 | フォントファミリー名を変更(日本語名を除く) | |
| 0.231 | 2016年12月4日 | 西酉酉酒酒 | ||
| 0.230 | 2016年11月5日 | 使値兆全勅卒合地場外嫡字宙左帯帳常式弔張強徴忠恥懲所所所抽挑携昼朕朝柱機機残水池沈沖注漢潮澄珍町畜痴眺着知碰磁秩稚窒窓端竹築聴脹腸致茶著蓄虫術衷証調警貯賃赤超跳逐遅釣鋳鎮長頂駐駐鳥!"#$%&'()*+/:;<=>?@[]^_`{}~¥¯°ÀÈÌÒ×Ùàèìò÷ùĀāĒēĪīŌōŪū–—‘’“”←↑→↓↔︎↕↖︎↗↘︎↙−⌘⸺⸻〈〉「」【】〔〕$%&()+-/:;<=>[\]_{|}~¥ | 英字のカーニングを調整 | |
| 0.220 | 2016年5月29日 | 乳亭任低停偵働党入典凍凸努匿南呈哲唐坪堤塔塚墜天奴妊定寧尼尿届展屯峠帝底店庭廷弐弟得徳徹忍念怒悩悼抵提搭摘撤敵曇曇桃殿毒泥添滴漬濃点熱燃特独画痘痛的盗督程稲突童笛篤粘糖納締肉能能脳艇訂討認読謄豚貞軟転農迭追逃透逓適邸鈍鉃鉄闘陶難頭騰 | ||
| 0.210 | 2016年3月14日 | 不付俳俵匹卑否品夫妃姫婆尾布帆府彼微必怖悲扉扶批把披拝描敏杯比氷泌波派浜漂漠煩父犯猫瓶畔疲病皮破碑票秒秘筆縛罰罷美肌肥肺背苗藩蛮表被覇評貧費賓賠輩避鉢閥非頒頻飛馬髪麦鼻配 | ||
| 0.202 | 2016年1月11日 | — | 英字のカーニングの調整など | |
| 0.201 | 2015年11月2日 | — | 不具合修正 | |
| 0.200 | 2015年11月2日 | 、。〇ゐゑヰヱ七丙並九二仏伏併侮便偏元兵分初別副勉十千噴四塀墳壁変奮婦富寿封幅幣平年弊復恭憤成払敷文日旦春普月服柄正武沸浮片物猿申癖百福符米粉紛編聞腐腹膚舞複覆謹譜負賀賦質貭赴辺迎返遍部附陛雰風 | ||
| 0.101 | 2015年8月20日 | 奔盆翻凡僕墨撲暴朴没牧膨謀貿帽棒傍望冒剖某紡肪乏亡坊妨忘忙房縫褒豊飽峰崩砲訪倣俸包宝抱放法泡胞芳邦奉簿墓慕暮募母舗保捕歩 | ||
| 0.100 | 2015年7月27日 | (949グリフ) | ||